Ejemplo de cliente de desatornillado de moldes
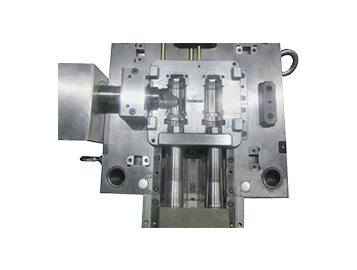
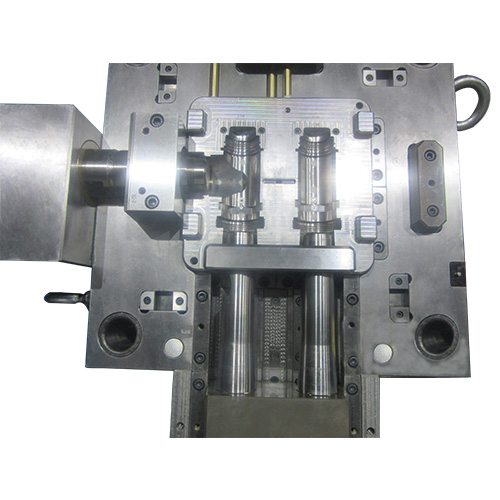
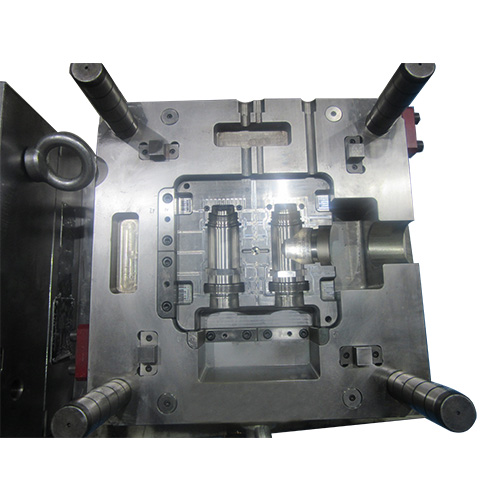
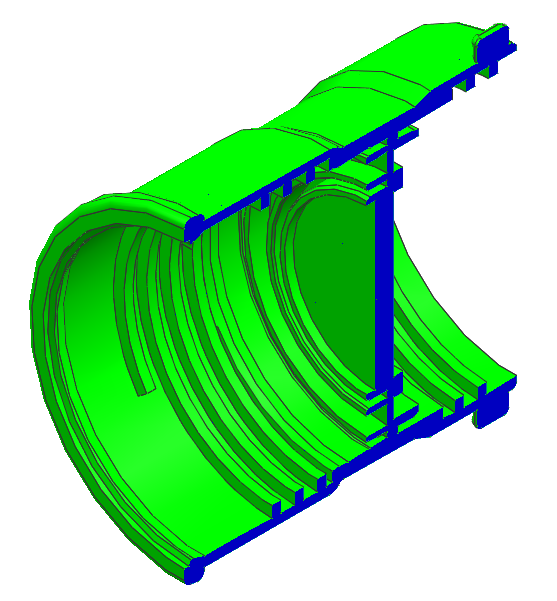
Se trata de un cuerpo de válvula de geometría complicada con agujeros de rosca finos (8x) alrededor de los lados laterales y de la parte inferior, que necesita soportar una mayor tensión hidráulica y tener una buena capacidad de sellado. El cliente había probado un molde de prueba sin rosca, y el tornillo de roscado después de la inyección en consideración del alto riesgo de la estructura compleja del molde de desatornillado.
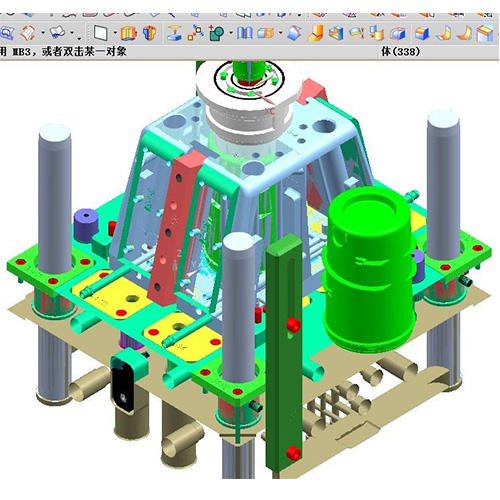
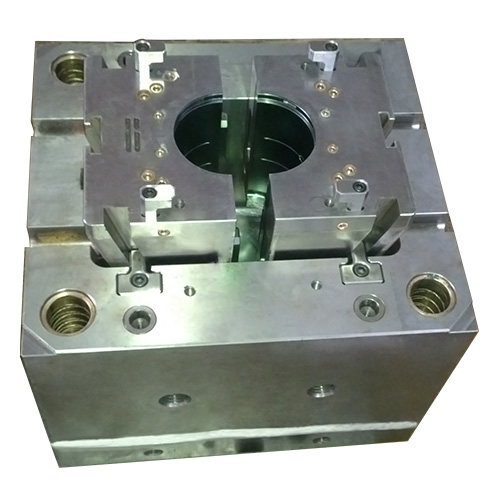
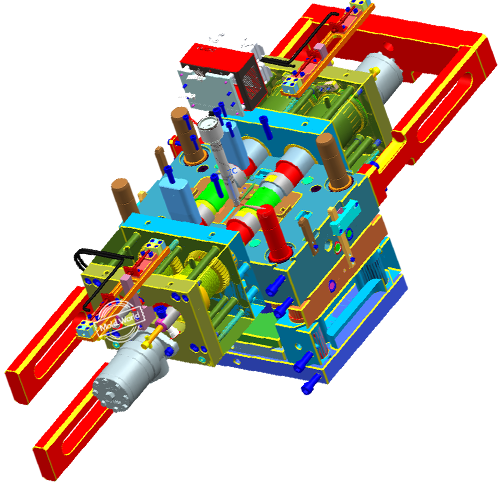
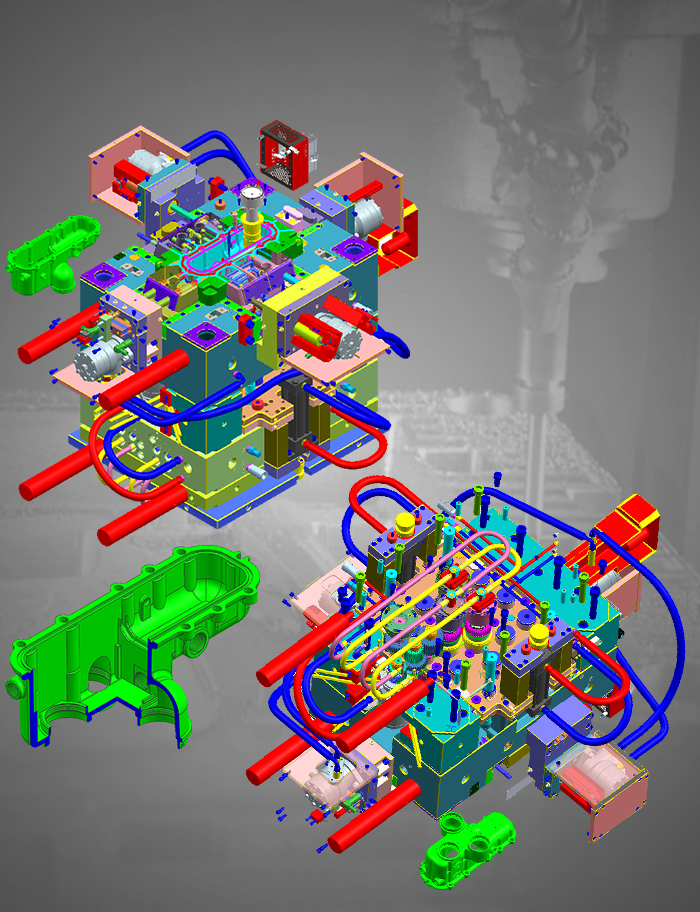
Proporcionamos y asesoramos una solución sistemática para el cliente desde el análisis de viabilidad de la construcción de desenroscado, la elección del material de acero, el diseño del mecanismo de tracción lateral, la definición del sistema de conducción y refrigeración, la realización del proceso de mecanizado del molde, la evaluación del riesgo de inyección y la eficiencia, etc. Finalmente se diseñaron 4 deslizadores de acción múltiple en el lado lateral, cada deslizador es un deslizador de acción de tres etapas accionado por el pasador de ángulo, el cilindro hidráulico y el motor hidráulico en consecuencia. El resto de los tres grandes agujeros de rosca en la parte inferior se desatornillan con un sistema de engranajes accionado por un motor hidráulico. El cuerpo de la válvula formado es expulsado del molde por dos cilindros hidráulicos. Todo el tiempo del ciclo de moldeo, la estabilidad del proceso de producción y la eficiencia cumplen con los requisitos del cliente.
Cuerpo de la válvula desenroscando la inyección Parámetro del molde:
Componentes estándar de Hasco.
Tamaño de la pieza: Anchura 210X Largo 363 x Grosor 150 mm
Material: PA66 + 30% GF (fibra de vidrio)
Acero de inserción: S136 Forjar Acero HRC 50~52
Encogimiento: 3‰
Sistema corredor de molde: Canal caliente con compuerta en punta
Carrera del eyector: 120 mm
Peso total del molde: 2.83t
Dimensiones externas del molde: Anchura 496 x Largo 796 x Grosor 865 (Anchura 19.53” x Largo 31.34” x Grosor 34.06 )
Embarque & Pago: CIF,FOB & T/T,L/C,West Union, Paypal
HABLE CON NOSOTROS SOBRE SUS NECESIDADES DE MOLDEO

 English
English